From coping and flashing to façade panels and trim, sheet metal bending is central to modern architectural construction. The bending method you choose — air bending, bottoming, coining, roll bending, or rotary bending — directly affects accuracy, material integrity, and long-term performance. Understanding these techniques helps fabricators reduce rework, avoid cracking, and deliver consistent, high-quality components on the jobsite.
At METALCON, attendees have the opportunity to see these bending techniques in action and explore how modern fabrication equipment translates theory into real-world performance — bridging the gap between design intent and practical application.
What Are the Most Common Sheet Metal Bending Methods?
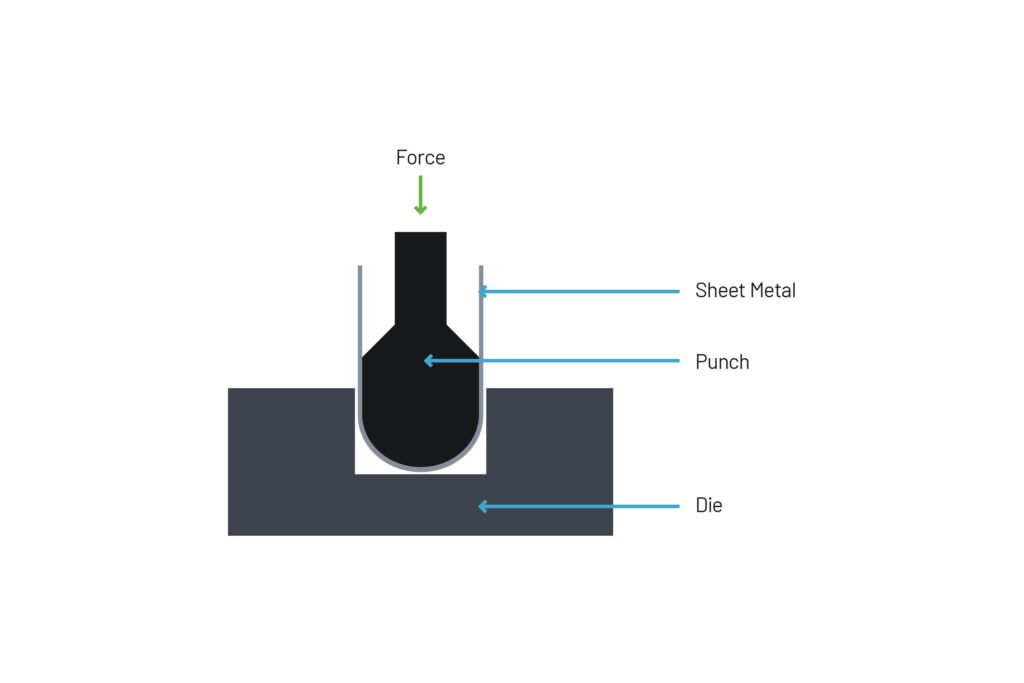
Sheet metal bending is the process of forming metal sheets into specific shapes by applying force, either once or multiple times. Sheet thickness can range from very thin (around 0.5 mm) up to several millimeters depending on the material and application. To prevent cracking, the bend radius is generally equal to or larger than the sheet thickness.
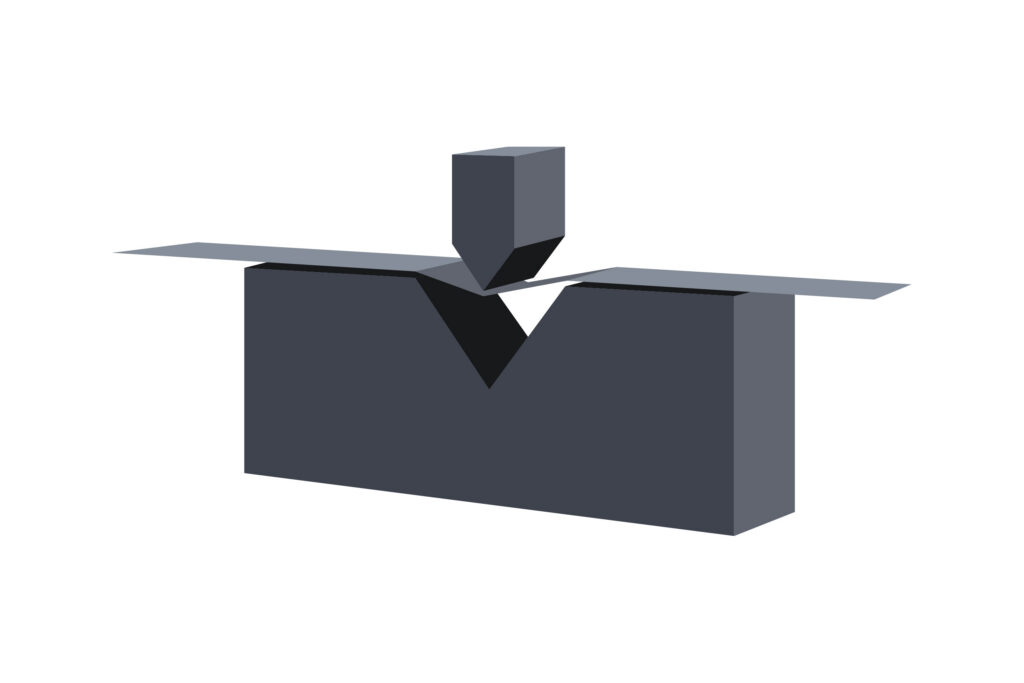
Bending is often referred to as flanging, forming, edging, folding, press braking, or die bending, depending on the equipment and technique used. Many of the most common approaches fall under V-bending, where a punch and die form the material at a specific angle. Explore the most common bending techniques:
Air Bending (Type of V-Bending)
Air bending, or free bending, is a flexible method where the sheet does not fully contact the die. The punch applies pressure without reaching the bottom of the V-die, leaving an air gap.
Best for:
- Trims, flashing, and general architectural profiles
- Short production runs or variable angles
Key characteristics:
- Lower tonnage required
- Highly flexible tooling
- More springback, less precision
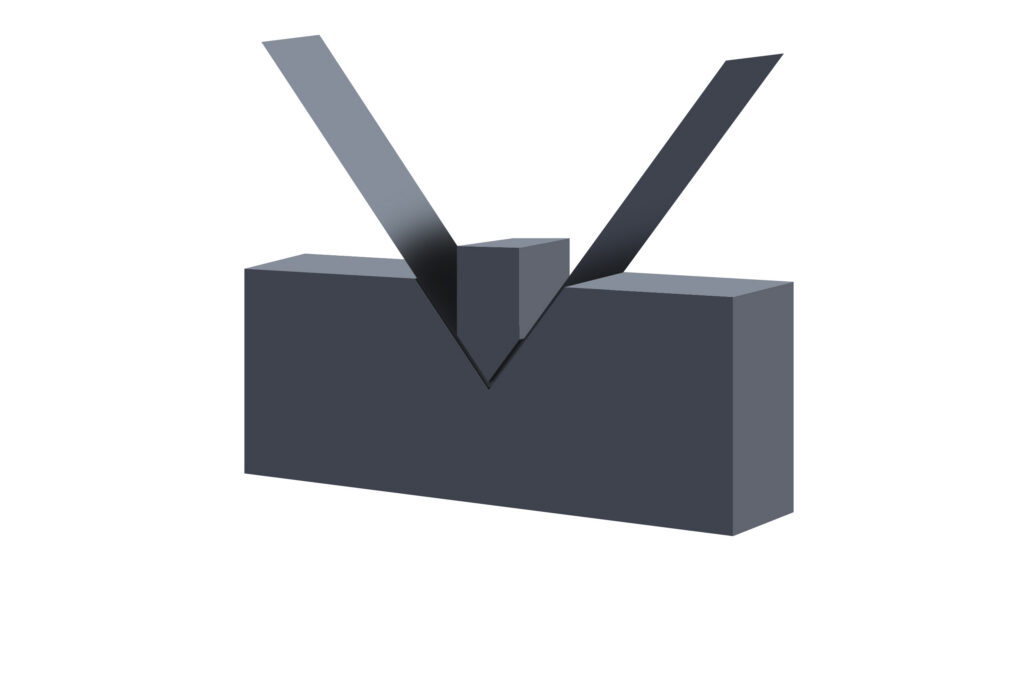
Bottoming (Type of V-Bending)
Bottoming presses the sheet fully into the die, producing a more precise and repeatable bend angle.
Best for:
- Coping systems
- Structural brackets
- Applications requiring consistent, repeatable bends
Key characteristics:
- Reduced springback
- Requires more tonnage
- Dedicated tooling for sharper bends
- Greater accuracy than air bending
Coining (High-Tonnage V-Bending)
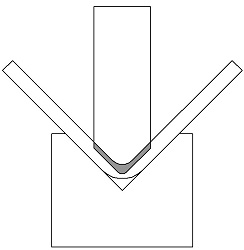
Coining uses extreme force to plastically deform the material through its thickness, locking in the bend angle. The term Coining comes from the idea that when it comes to money each metal coin is made exactly the same as the last despite being mass produced.
Best for:
- Precision architectural details
- High-end façade panels
- Applications requiring exact fit
Key characteristics:
- Virtually eliminates springback
- Tightest tolerances
- High tonnage required
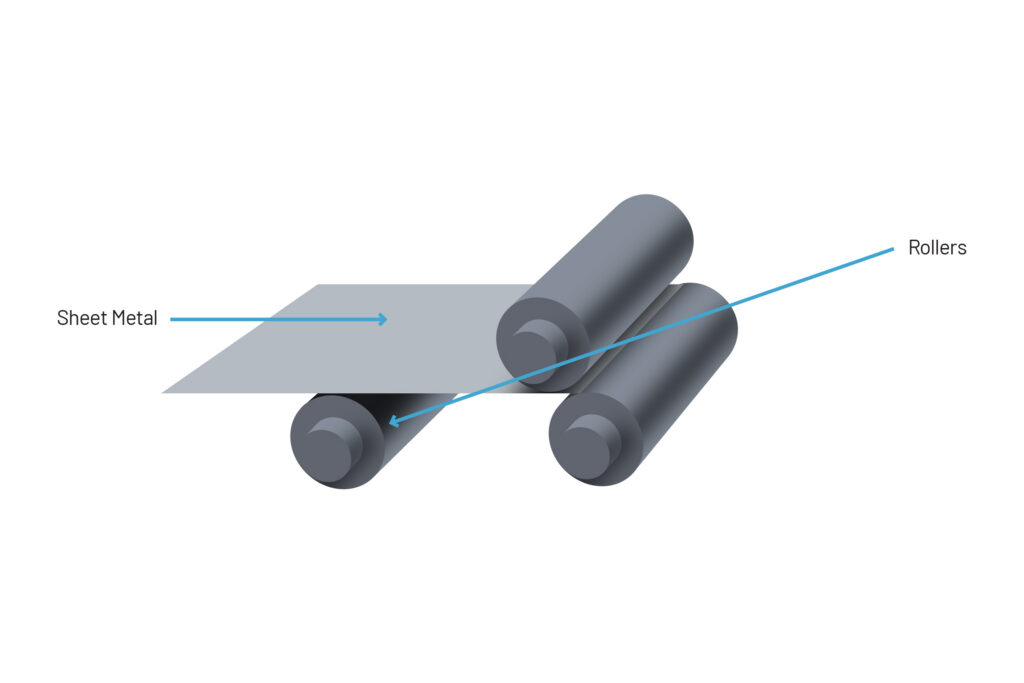
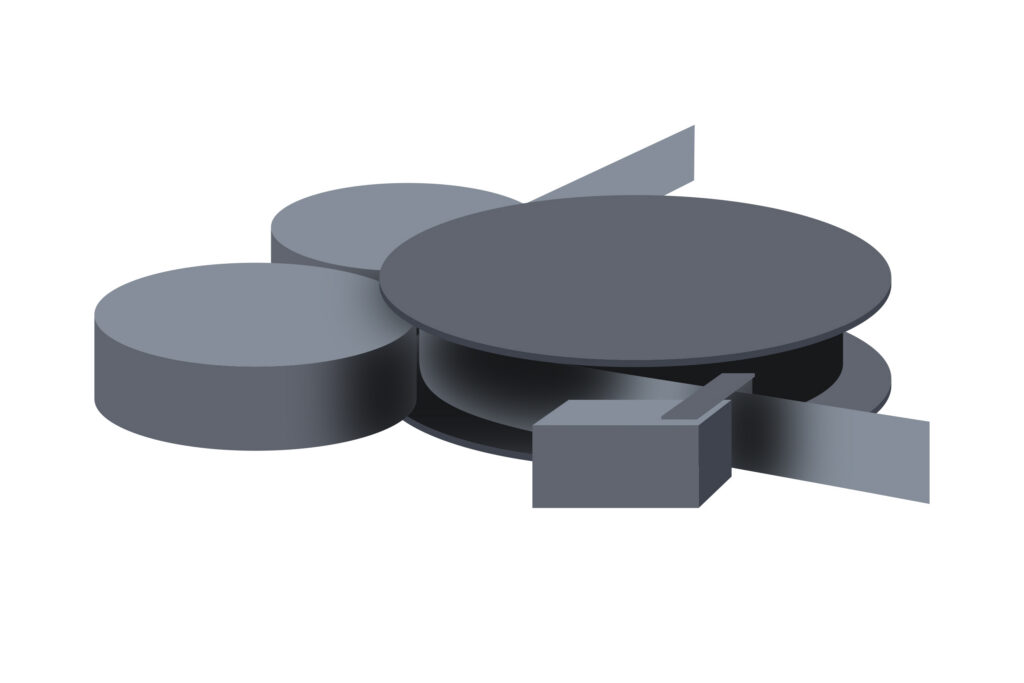
Roll Bending
Roll bending uses a series of rollers to create large-radius curves, ideal for curved panels, canopies, and architectural features.
Key characteristics:
- Long, continuous bends possible
- Minimal localized stress
- Not suitable for tight-angle bends
Rotary Bending
Rotary bending forms bends with minimal surface marking, making it ideal for pre-painted or exposed architectural elements.
Best for:
- Pre-painted or exposed panels
- Decorative trims requiring a clean finish
Other Techniques
- Wipe Bending – Uses a clamping and wiping action; efficient but less flexible for complex angles
- U-Bending – Uses a U-shaped punch and die for deeper channels and structural profiles
Takeaway: Air bending, bottoming, and coining are all variations of V-bending, the most widely used method in sheet metal fabrication. Choosing the right method affects accuracy, springback, and part performance, and ensures the final components — trims, coping, panels, and architectural details — meet design intent.
Air Bending vs Bottoming vs Coining: A Closer Look
| Factor | Air Bending | Bottoming | Coining |
|---|---|---|---|
| Accuracy | Moderate | High | Very high |
| Springback | Highest | Reduced | Nearly eliminated |
| Tooling | Flexible | Dedicated | Dedicated |
| Tonnage | Low | Medium–High | Very high |
| Use Case | Flashing, trims | Coping, brackets | Precision architectural details |
How Springback Affects Sheet Metal Bending Accuracy
Springback is the tendency of metal to partially return to its original shape after bending, and it’s one of the biggest challenges in achieving accurate parts.
- Air bending experiences the most springback
- Bottoming reduces it significantly
- Coining nearly eliminates it
Springback is directly influenced by material strength and bend radius. Larger bend radii tend to increase springback, while tighter bends create more permanent deformation and reduce it. Stronger materials — like stainless steel — also exhibit more springback than softer metals like aluminum.
Why it matters in construction:
- Misaligned panels
- Poor fit-up in flashing and trim systems
- Increased field adjustments
Example: A coping cap bent to 90° using air bending may relax to ~92–95°, requiring compensation during fabrication.
Takeaway: Controlling springback requires the right combination of bending method, material selection, and bend radius, especially for architectural components where fit and finish are critical.
Minimum Bend Radius Guidelines by Material and Thickness

The minimum bend radius is critical to avoid cracking, especially in coated or high-strength materials.
General guidelines (as a multiple of material thickness):
- Mild steel → ~1–1.5×
- Aluminum → ~1–2× (up to ~2.5× for harder alloys)
- Stainless steel → ~1.5–2×
- High-strength materials → ~2–4×
Too tight → the outer surface is stretched beyond the material’s ductility, leading to cracking or micro-fractures.
Too large → parts may not meet design intent and may increase springback.
Material matters: Different alloys and tempers behave very differently. Softer materials can tolerate tighter bends, while harder or heat-treated materials require larger radii.
Tooling and force also play a role: thicker materials, longer bends, and higher-strength metals require more tonnage, while die selection directly influences bend radius. Narrower dies can create tighter bends but increase stress, while wider dies reduce cracking risk.
Takeaway: Maintaining the correct bend radius — and pairing it with the right tooling — helps prevent visible defects, control springback, and ensure long-term durability in architectural components.
Precision and Productivity: Sheet Metal Innovations at METALCON
As the only annual event focused exclusively on metal applications in design and construction, METALCON is the place to explore this in action! The show brings together all segments of the metal construction ecosystem under one roof — from machinery innovators and fabricators to architects, contractors, and designers. Exhibitors showcase their latest sheet metal fabrication equipment, giving fabricators tools that improve bend accuracy, efficiency, and overall part quality, while designers and builders gain insight into how these capabilities translate into real-world projects.
This cross-pollination allows attendees to see how design intent and fabrication realities intersect, fostering collaboration that leads to better-performing architectural components, smoother project workflows, and innovative solutions that neither group could achieve alone. Live demonstrations at the show let attendees experience firsthand how modern, software-integrated equipment helps shops control springback, maintain tight tolerances, and optimize throughput — turning bending theory into real-world performance on trims, coping, panels, and architectural details.
At METALCON, leading manufacturers such as CIDAN Machinery, MetalForming, LLC, ASCO, and many more bring their latest innovations in sheet metal fabrication machinery. For example, CIDAN Machinery has showcased automated folding, cutting, and coil handling systems, including Thalmann long folders, CIDAN PRO/FS/FX folders, COILFARM material storage, slit-to-width/cut-to-length lines, and roll formers. MetalForming, LLC, has highlighted architectural solutions with Schroeder folding machines (PowerBend Architectural), MHSU shears, Schlebach roll formers (Quadro PLUS, Spider Seamer), Jorns double benders, Schechtl folders, and Stolarczyk decoilers.
For manufacturers, join the growing list of exhibitors at METALCON 2026 to showcase your latest innovations. Designers and architects can explore the industry’s only “show within a show” — the Design District @ METALCON — gaining firsthand insight into how cutting-edge fabrication tools and techniques translate into real-world projects.
Final Thoughts
Choosing the right sheet metal bending method isn’t just a fabrication detail — it affects project quality, installation, and long-term performance. Understanding springback, bend radius, and tooling helps contractors, architects, and fabricators deliver precise, durable, and visually consistent components. Whether it’s trim, coping, panels, or façade details, the right approach ensures designs are realized exactly as intended, minimizing field adjustments and rework.
As the metal construction industry’s premier annual summit, METALCON is where innovations are unveiled, partnerships are formed, and your year in metal construction begins. Don’t miss your chance to see live demonstrations, connect with leading manufacturers, and gain insights that set the stage for the next 12 months. Registration opens soon – GET ON THE LIST to be notified.